Hi all, I have bought a second hand Creality Ender 5 pro. So far so good. I checked the belts, tightened the bolts (where needed) and successfully ran it for a week before deciding "you know what this printer needs? Klipper firmware." So off I went and installed Klipper.
Ran though all the requisite calibrations, so now the extruder extrudes 50 mm (+/- about 0.2mm) when I ask it to, my calibration cubes measure exactly 20 x 20 x 20 mm with less than 0.1mm deviation. PID tuning for hot end and the bed. But the stringing. The stringing!
The filament is 3DJake ecoPLA that I opened two weeks ago.
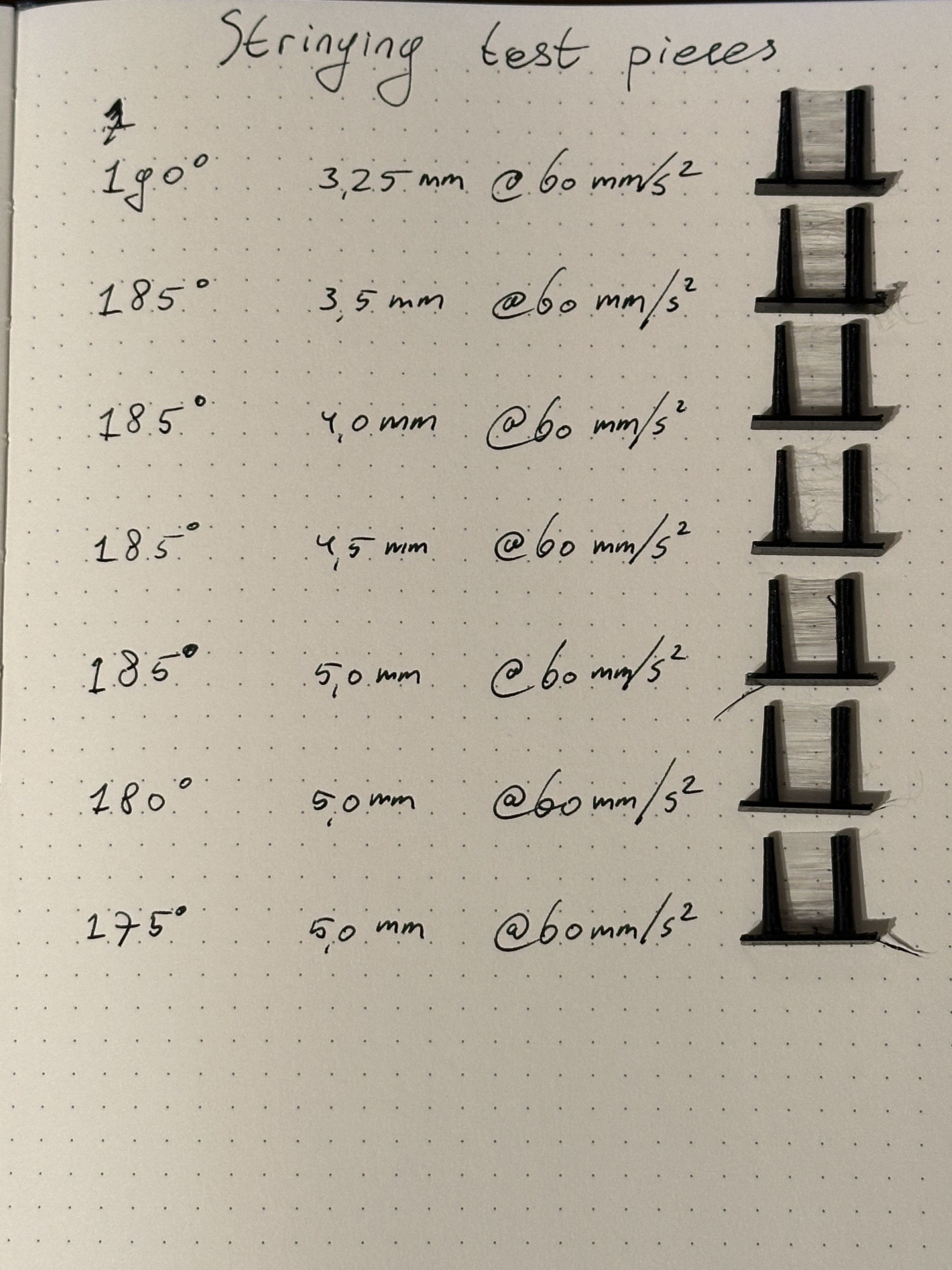
See picture attached (and apologies for miswriting the ^2, I had misremembered). Temperature, retraction, it doesn't matter. With stock firmware the retraction worked well at around 4.5mm retraction at 40mm/s. I can't get the stringing to stop here at like 80mm/s and 8mm of retraction and I am at my wits end.
I would greatly appreciate any pointers you guys might have for me!